Odp:Re: Noże tokarskie (Armatka)
: 27 gru 2005, 22:32
Witam serdecznie jutro będe po południu rozmawiał z kolega to mi powie z czym to sie wszystko je :)
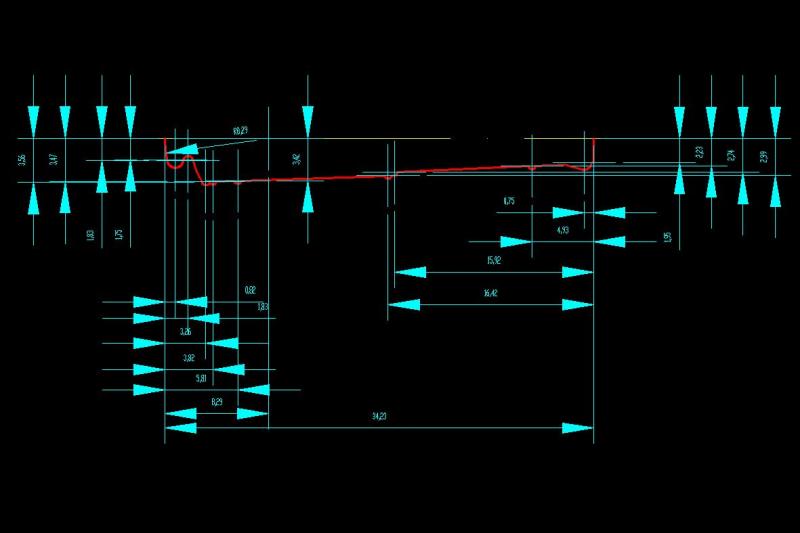
te wymiary co ci podałem zgadzają się, armatki mierzyłem suwmiarką i raczej niema pomyłki,
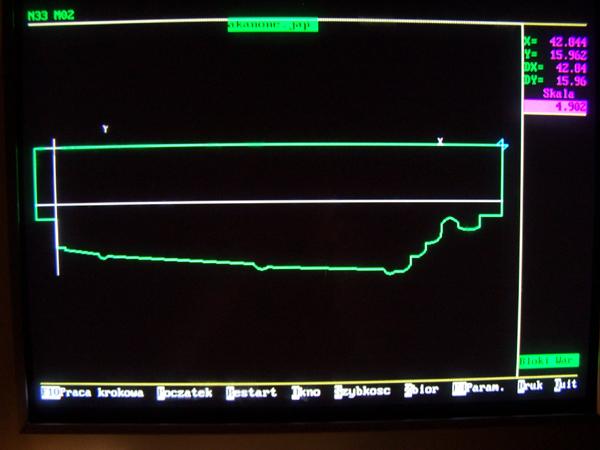
szkoda że niemam programu profil to bym ci pokazał ten pliczek "Jap" ale można podglądnąc w nortonie commanderze zapis programu tej armatki poniżej podaje zapis programu może coś z tego rozumiesz bo ja nie :unsure:
%
N1 G90
N2 G92 X00. Y5.
N3 G01 X-2.
N4 Y-2.3
N5 X0.
N10 G41 D01
N11 G01 Y-3.5
N12 X1.
N12 Y-3.5
N13 G03 X2.Y-4.5 I1.J0.
N13 G01X2.2
N14 G02 X6. Y-3.3 I6.95 J-15.5
N15 G01 X9. Y-3.5
N15 G03 X10.1 Y-3.53 I.55 J.2
N16 G01 X32. Y-4.2
N17 G03 X33. Y-4.4 I.5 J-.1
N18 G03 X34. Y-4.6 I.52 J.0
N19 G01 X46. Y-4.8
N20 G03 X47.1 Y-4.83 I.53 J.2
N21 G01 X56. Y-5.
N22 G03 X57.1 Y-5.03 I.55 J.2
N23 G01 X60.2 Y-5.13
N24 G03 X61.Y-5.8 I.8 J.15
N25 G03 X62.2 Y-5.8 I.6 J0.1
N26 X64. Y-2.3 I-3. J3.75
N27 G02 X66. Y-2.3 I1. J-0.3
N28 G03 X68. Y-2.3 I1. J0.
N29 G01 X75.
N30 G01 Y5.M00
N31 G40 X0 D00
N32 X0
N33 M02
Pozdrawiam
ps jutro się dowiem co i jak wieczorkiem napisze...
zapomniałem dodać jeśli ma być to nóż tokarski to gróbość niema zabardzo znaczenia chyba ?, bo podczas toczenia na tokarce samemu nożem dojeżdżasz do odpowiedniej gróbości, chyba że armatki mają być toczone na tokarce CNC...
i jeszcze jedno ten program Profil pracuje w dosie jutro jeszcze wypytam kolege co i jak :)
te wymiary co ci podałem zgadzają się, armatki mierzyłem suwmiarką i raczej niema pomyłki,
szkoda że niemam programu profil to bym ci pokazał ten pliczek "Jap" ale można podglądnąc w nortonie commanderze zapis programu tej armatki poniżej podaje zapis programu może coś z tego rozumiesz bo ja nie :unsure:
%
N1 G90
N2 G92 X00. Y5.
N3 G01 X-2.
N4 Y-2.3
N5 X0.
N10 G41 D01
N11 G01 Y-3.5
N12 X1.
N12 Y-3.5
N13 G03 X2.Y-4.5 I1.J0.
N13 G01X2.2
N14 G02 X6. Y-3.3 I6.95 J-15.5
N15 G01 X9. Y-3.5
N15 G03 X10.1 Y-3.53 I.55 J.2
N16 G01 X32. Y-4.2
N17 G03 X33. Y-4.4 I.5 J-.1
N18 G03 X34. Y-4.6 I.52 J.0
N19 G01 X46. Y-4.8
N20 G03 X47.1 Y-4.83 I.53 J.2
N21 G01 X56. Y-5.
N22 G03 X57.1 Y-5.03 I.55 J.2
N23 G01 X60.2 Y-5.13
N24 G03 X61.Y-5.8 I.8 J.15
N25 G03 X62.2 Y-5.8 I.6 J0.1
N26 X64. Y-2.3 I-3. J3.75
N27 G02 X66. Y-2.3 I1. J-0.3
N28 G03 X68. Y-2.3 I1. J0.
N29 G01 X75.
N30 G01 Y5.M00
N31 G40 X0 D00
N32 X0
N33 M02
Pozdrawiam
ps jutro się dowiem co i jak wieczorkiem napisze...
zapomniałem dodać jeśli ma być to nóż tokarski to gróbość niema zabardzo znaczenia chyba ?, bo podczas toczenia na tokarce samemu nożem dojeżdżasz do odpowiedniej gróbości, chyba że armatki mają być toczone na tokarce CNC...
i jeszcze jedno ten program Profil pracuje w dosie jutro jeszcze wypytam kolege co i jak :)